What is the main factors affecting the working performance of hammer mill?
The crushing section is one of the key sections of the feed mill production and is a large energy-consuming plant of the feed mill. The work quality of the section is directly related to final products quality, output and cost of the feed mill. With the development of the feed industry, a large number of hammer mills have been selected by feed mills, but many problems have arisen in their use. Now I will briefly analyze the main factors that affect the working performance of the hammer mills. For your reference.
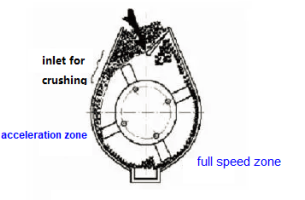
Before talking about influencing factors, first discuss the mechanism of crushing. In the above photo ,the crushed material enters the feed inlet of the pulverizer by gravity, and its falling speed is generally 0.15 m/s to 0.30 m/s. Immediately touch with the end of the hammer with a linear velocity of 80 m/s or more. the low-speed material is pulled into the acceleration zone by the hammer after a violent impact with the high-speed hammer for the first time, where the particle velocity can be in a very short time. The inside is raised close to the hammer’s end linear velocity and makes a circular motion with the hammer. At the full speed zone, a material circulation layer is gradually formed, and the material is further crushed. After that, because the hammer hits the material to the sieve plate at a very high speed, the material itself moves in the direction perpendicular to the striking direction of the hammer, so that it is difficult for the material to pass through the sieve hole.
The main factors affecting the working performance of the hammer mill are divided into three categories: the crushed material, the crusher itself and the supporting equipment.
- 1.Influence of crushed material.
Different kinds of raw materials, the seed structure and physical properties will be a certain difference, the difficulty of crushing them is also different. Therefore, the power consumption of grinding unit weight materials is also different. Usually, corn, sorghum and other concentrates are relatively easy to smash, while roughage is more difficult to smash, because crude fiber has high content and toughness. and only the shearing effect is the best. In addition, loosely structured materials are easier to crushing than densely packed particles.
The influence of the moisture content of the raw material. According to the relevant experiments, when the grain is based on 14% moisture, the water content increases, and the yield is reduced as follows: water content increases by 1%, yield decreases by 6%; water content increases by 2%, yield decreases by 8%; moisture content increases by 3%, and yield decreases. 10%; moisture increased by 4%, yield decreased by 12.5%; moisture increased by 5%, yield decreased by 15%. In addition, when the moisture is high, it is easy to clog the screen in the crushing room, reduce the effective screen area, reduce the output, and also make the equipment rust corrosion.
- The impact of the grinder.
2.1 The influence of the linear velocity of the tip of the hammer.
According to domestic and foreign data, the optimal hammer line speed varies with the physical and mechanical characteristics of different materials. According to reports, when using a 5.2 mm aperture sieve, the optimum line speed for several common materials is as follows: Sorghum – 48m /s; corn – 52m/s; wheat – 65m/s; rye – 75m/s; barley – 88m/s; oats – 105m/s; bran – 110m/s; oat hull – -115m/s; Accelerate, increase productivity, make particle size thinner, too fast, increase no-load power, increase vibration and noise.
In actual production, the use of crushers is diverse and requires more versatility. According to the experience of experimentation and use, the hammer line speed of hammer mills currently used in China is mostly 80-90 m/s.
2.2 The Influence of the hammer screen thickness and density.
According to relevant data and tests, when the rotor rotates at high speed, the hammer stirs in the material, as like several cutters if hammers plate are too thick, the efficiency is not high. but it is too thin, it is easy to wear. so it is based on performance in China. For price comparison, a 5mm or 6mm rectangular hammer is generally used. The number of hammers on the rotor has a greater influence on the crushing capacity, and the number of each hammer is obtained by orthogonal test. And measured by hammer density. The general current situation in China is low density for coarse comminution and high density for fine comminution.
2.3 Influence of Hammer Screen Clearance.
The hammer screen gap is the distance between the tip of the hammer and the inner surface of the screen plate when the rotor is rotating as shown in blow photo.
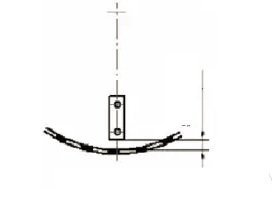
It directly determines the thickness of the crushing chamber material layer. The material layer is too thick, and the coarse crushing effect is weakened. The crushing may block the sieve holes and make it difficult to pass through the sieve holes. If the material thickness is too thin, the material is too easy to pass through, which has an influence on the grinding particle size. The size of the gap mainly depends on the diameter of the sieve and the type of material being crushed. For a certain material and mesh, it has the best hammer screen gap. According to the orthogonal test results of a series of hammer mills designed in China, the recommended grain is 4-8mm; the straw is 10-14mm; and the universal type is 12mm. Because the hammer screen gap at the time of delivery of hammer mills in China is generally 12 to 14mm, I strongly recommend that the user must select the appropriate screen aperture based on the screen aperture.
2.4 Effect of Size and Shape of Screen Holes
Tests have proved that with the increase of sieve holes, the production efficiency of the hammer mill is also increased. For example, the screen hole is increased from 1mm to 1.5mm, and the production efficiency is improved.
More than 40% higher; from 1.5mm to 2mm, production efficiency increased by more than 50%; from 2mm to 3mm, production efficiency increased by more than 50%. Of course, the screen holes increase the thickness of the crushed products, and the relationship between the diameter of the screen holes and the sizing fineness is generally as follows: the average grain size of the finished product (mm) = (1/4 to 1/3) the mesh diameter (mm). The
The shape of the mesh also affects the crushing efficiency and crushing quality. If the fish scale screen hole and the punching round screen are used, the fish scale screen hole output is high, but the cost is high, the finished product average grain size is large and the rotor cannot be used in reverse. According to the performance price ratio, the punching circle screen is slightly Dominated.
2.5 Influence of Screen Installation
The sieve plate generally used in feed mills is a punched round sieve, which has a rough surface (trumpet) and a smooth surface. We recommend that the hair surface (trumpet) be installed inside. This is because in the direction of the material flow, the material is prevented from passing through the screen holes, so that the materials collide with the corners of the bell mouth when passing through the screen holes, which can not only play a comminution effect but also increase the screening capacity.
2.6 Influence of sieve area and hole opening rate
The productivity of the hammer mill is governed by the ability of the screen to pass: G=vFρ(t/h)
Where: G – Productivity (t/h);
V—average velocity (m/s) of the gas flow product passing through the sieve; F—effective sieve area (m2) of the sieve plate;
ρ – The bulk density (t/m3) of the gas flow product passing through the sieve.
As can be seen from the above formula, the area of the sieve plate is increased, and the opening rate of the sieve plate is increased (the effective sieve area is increased), thereby increasing the hourly productivity of the pulverizer. According to reports, when F is increased by 9%, G can be increased by 35% and power consumption can be reduced by 13%. The power consumed by the screen plate accounts for 85% of the total power of the crusher.
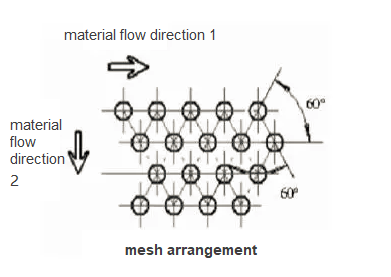
2.7 Influence of mesh arrangement
The screen of the domestic feed mill adopts the equilateral triangle arrangement of the sieve. When the sieve plate is processed, the flow direction of the sieve is determined when it is used. As shown in above photo, it is used in the material flow direction 1, the crusher The yield is certainly low because there is nearly half of the empty travel when the material moves on the screen deck. When used in stream direction 2, the mill’s output must be high because the material exits the full width of the screen as it moves.
2.8 Effect of reasonable distribution of sieve holes
In the early Northeast Agricultural College, a test was conducted to divide the screen of the mill evenly into dozens of pieces. Each bag was loaded with a bag. After driving for a period of time, the particle size and weight of the finished product in the bag were analyzed, and the particle size of the upper sieve plate was obtained. Rough conclusions. In fact, as shown in the below photo.
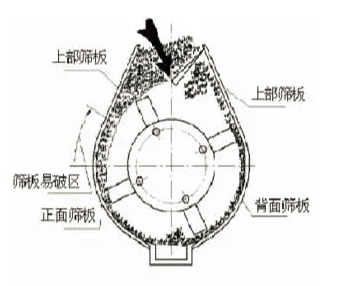
the distance between the upper sieve plate of the crusher and the hammer plate is large, and the speed of the sieve fabric layer is slow, and the large particles are easier to sieve. In actual use, the situation is different after the auxiliary suction system is added to increase the output: from the upper and lower sieve plates of the grinder, the lower sieve plate is perpendicular to the outlet direction, and the upper sieve plate and the outlet direction are parallel. The thicker material layer causes the lower screen plate to have a larger air discharge than the upper one. Compared with the back screen plate at the feed port, due to the fan effect of the crusher rotor, the air volume at the feed port is larger than the back plate. The suctioned material has a coarser particle size and a lower suction volume. The discharge is not smooth and the particle size is small. Therefore, when finely adjusting the finished particle size, a double-hole screen with a larger upper part than the lower part or a double-screen sheet with a back surface that is larger than the front surface can be used to increase the screening capacity of the corresponding parts and increase the uniformity of yield and grain size.
2.9 Effect of Screen Vibration
Because the turbulent chamber will form a circumfluent layer during work, the circumfluence layer is not conducive to discharge. When the sieve plate vibrates, the thickness of the circulatory layer changes constantly, that is, the circumfluent layer is continuously destroyed, thereby increasing the discharge opportunity and increasing the yield. .
2.10 Effect of Broken Room Form
The crushing chamber has a round shape and a drip type. When the crushing chamber is a circle, it is easier to form a circumfluent layer, which is not conducive to discharging material. When the crushing chamber is of a drip type (see FIG. 1), it is easier to break the circulation layer, which facilitates the aspiration of the material. Sieve plate.
2.11 Influence of rotor eccentricity
The installation of the rotor of the crusher is generally on the plane of symmetry of the two screen plates and at the center of the lower screen plate. In fact, this is not the best installation, but it is better to have a little eccentricity, because it is easier to destroy the circumfluent layer and thus increase the output.
2.12 Influence of Secondary Crushing Chamber.
Because the turbulent chamber will form a turbulent layer during operation, when the circumfluent layer moves to the secondary crushing chamber, the direction of movement changes after colliding with the secondary crushing chamber, resulting in a turbulent flow phenomenon, which facilitates the discharge of material and the relative to the hammer. The speed increases, becoming another acceleration zone, crushing large particles, reducing the number of layers in the circulation layer, and also re-adjusting the distribution of materials in the circulation layer, which facilitates the screening, further reducing the power consumption in the full-speed zone and increasing the output.
- . Effect of supporting equipment
3.1 Impact of Inbound Material Flow
The feed conditions are critical to the normal operation of the hammer mill. If the flow rate is not stable, the operating current of the driving motor will fluctuate, affecting the normal operation of the main motor. Therefore, the feeding of the hammer mill must be continuous and uniform to ensure that the main motor’s working performance is fully utilized.
3.2 Effect of the layout method.
The crusher discharge method has a greater impact on the performance of the crusher. The discharging device must discharge and transport the crushed material in time to ensure continuous operation. At the same time, it is required to improve the working performance of the pulverizer. The cost is low, the dust is small, and the noise is small. At present, there are generally two ways to discharge the hammer mill, one is called mechanical discharge, and the other is called pneumatic negative pressure discharge. Production practice has proved that mechanical discharge is more suitable for coarse comminution (mesh diameter 1.5 mm or more), and pneumatic negative pressure type discharge is suitable for fine comminution (mesh diameter less than 1.5 mm).
3.3 Influence of the fan.
No matter whether it is mechanical or pneumatic negative pressure type, it needs to be equipped with a fan. The fan is mainly used to provide the main parameters of air volume and air pressure, and the air volume is to ensure the transmission of wind speed and output in the pipeline and leave a certain amount of Balance, wind pressure to ensure to overcome the resistance loss in the equipment, pipeline and leave a certain margin, to ensure that the mill sieve below the negative 1000 ~ 1 500Pa. In other words, choosing a reasonable fan has a greater impact on the output of the crusher.
3.4 Impact of Pulses.
The pulse will appear during use: 1 The solenoid valve does not work or the diaphragm leaks, resulting in the group of bags can not be cleaned, thus increasing the resistance of the wind network, affecting the output of the vertical axis micro-pulverizer; 2 the bag broken or blocked, the bag broken The concentration of discharged dust exceeded the limit, and the clogging of the bag increased the resistance of the wind network, affecting the output of the vertical axis micromill.
In short, the output of the hammer mill, the finished product particle size, and the uniformity of the finished product particle size are comprehensively determined by various factors. Therefore, when we encounter specific problems, as long as we calm down and comprehensively analyze it, we will surely find a solution. The method of the problem.
If you are interest in China good quality of animal feed mill, please feel free to contact us by below information:
Ms. Becca Lu
Website: www.chinafeedmill.com
Email: beccalu@aliyun.com
+86 153 7308 0928 (whatsapp/wechat/viber)





Leave A Comment